



ERW (electric resistance welded) and hfw (high-frequency welded) steel pipes manufacturing

Manufacturing ERW (Electric Resistance Welded) and HFW (High-Frequency Welded) steel pipes from steel coils involves a series of precise steps to form, weld, and finish the pipes. Here’s a step-by-step introduction to the process:

- 1. Material Preparation (Uncoiling & Leveling)- Steel coils are loaded onto an uncoiler and fed into the production line.- The strip passes through a leveling machine to ensure flatness and remove any deformations.2. Edge Trimming (Optional)- If needed, the edges of the strip are trimmed to ensure uniform width and smooth welding surfaces.
3. Forming Process
- The flat strip is gradually formed into a cylindrical shape using a series of forming rolls (cage rollers).
- Common forming methods:
- Butt-Welding (ERW): The edges meet but are not overlapped.
- Lap-Welding (for thicker pipes): The edges overlap before welding.
4. High-Frequency Welding (ERW/HFW)
- The open edges are heated using high-frequency induction (HFI) or high-frequency contact (HFC) welding.
- Pressure is applied to forge the edges together without filler metal.
- The weld is instantly solidified, forming a seamless bond.
5. Weld Flash Removal
- The excess weld bead (flash) is trimmed off using an internal/external scarfing tool to ensure a smooth surface.
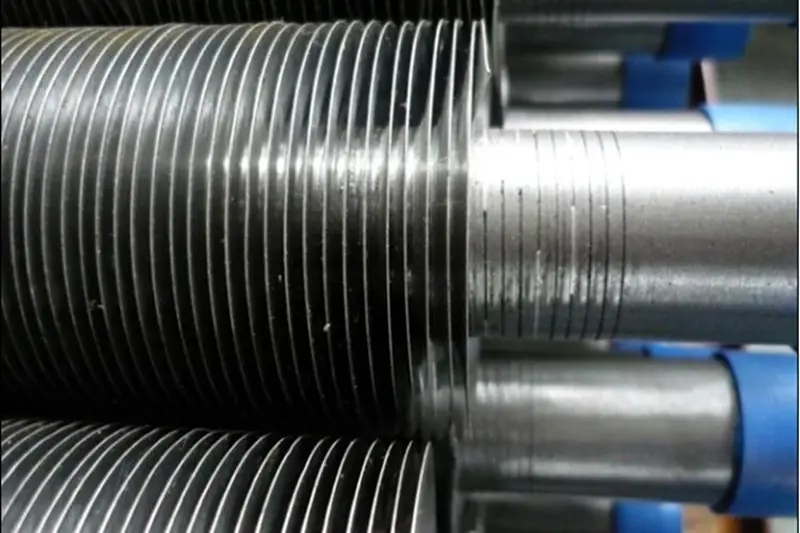
6. Sizing & Shaping
- The welded pipe passes through sizing rolls to achieve the exact diameter and roundness.
7. Cooling
- The pipe is cooled using water or air to stabilize the weld zone and microstructure.
8. Straightening & Cutting
- The pipe is straightened using multi-roll straightening machines.
- It is then cut to the required length using a flying saw or hydraulic cutter.
9. Inspection & Testing
- Visual Inspection: Checks for surface defects.
- Non-Destructive Testing (NDT): Ultrasonic (UT), Eddy Current (ET), or Hydrostatic testing to ensure weld integrity.
- Dimensional Checks: Diameter, wall thickness, and straightness verification.
10. End Facing & Beveling (Optional)
- Pipe ends are machined for smoothness or beveled for welding compatibility.
11. Surface Treatment & Coating (Optional)
- Pipes may be galvanized, painted, or coated for corrosion resistance.
12. Marking & Packaging
- Pipes are marked with specifications (size, grade, standard) and bundled for shipment.
Key Differences Between ERW & HFW Pipes
| Feature | ERW (Traditional) | HFW (Modern) |
| Frequency | Low/Medium (10-400 kHz) | High (200-450 kHz) |
| Weld Quality | Good | Superior (less heat-affected zone) |
| Applications | Low/medium pressure pipes | High-strength, critical applications |
Applications of ERW/HFW Pipes
- Oil & gas pipelines
- Structural tubing
- Water supply systems
- Automotive & mechanical parts
This process ensures high efficiency, cost-effectiveness, and consistent quality for welded steel pipes.