



Big diameter heavy wall thickness welded steel pipe LSAW

The production of Longitudinal Submerged Arc Welded (LSAW) steel pipes involves forming steel plates into a cylindrical shape and welding the longitudinal seam using the submerged arc welding (SAW) process. Below is a detailed step-by-step production process along with the main equipment used:

- 1. Raw Material Preparation-Steel Plate Inspection:- The process starts with checking the steel plates (usually API 5L, ASTM A36, or equivalent grades) for dimensions, chemical composition, and surface defects.-Edge Milling (Optional):- Plates may undergo edge milling to ensure smooth, straight edges for better welding quality.Equipment:- Ultrasonic testing (UT) machines- Plate edge milling machines
---
2. Plate Bending (JCO or UOE Forming)
The plate is bent into a cylindrical shape using one of the following methods:
a) JCO Forming (Step-by-Step Bending)
-Joggle (pre-bending the edges)
-Closing (gradual bending into a C-shape)
-Opening (final pressing into an O-shape)
b) UOE Forming (More Automated)
-U-pressing (first bend into a U-shape)
-O-pressing (final pressing into an O-shape)
-Expanding (optional, for precise roundness)
Equipment:
- Hydraulic press (JCO/UOE press)
- Plate pre-bending machine
- Edge crimping machine
---
3. Welding (Longitudinal SAW)
-Internal Welding:
- Submerged Arc Welding (SAW) is performed on the inside of the pipe.
- A flux layer covers the arc to prevent oxidation.
-External Welding:
- The pipe is rotated, and SAW is applied on the outside seam.
- Multi-pass welding ensures high strength.
Equipment:
- Submerged Arc Welding (SAW) machines (internal & external)
- Welding wire and flux feeding system
---
4. Seam Inspection & Testing
-Non-Destructive Testing (NDT):
-Ultrasonic Testing (UT) – Detects internal defects.
-Radiographic Testing (RT) – X-ray inspection for weld integrity.
-Magnetic Particle Inspection (MPI) – Checks surface cracks.
Equipment:
- Ultrasonic flaw detectors
- X-ray or gamma-ray inspection systems
---
5. Pipe Expansion (Optional)
-Cold Expansion:
- The pipe is expanded hydraulically to improve roundness and dimensional accuracy.
Equipment:
- Pipe expander machine
---
6. Cutting & Beveling
- The pipe is cut to the required length using a saw or plasma cutter.
- Beveling is done at the ends for field welding compatibility.
Equipment:
- Pipe cutting saws
- Beveling machines
---
7. Hydrostatic Testing
- The pipe is filled with water and pressurized to check for leaks or weak points.
Equipment:
- Hydrostatic test pumps & pressure monitoring systems
---
8. Final Inspection & Coating
-Dimensional Check: Diameter, wall thickness, straightness.
-Surface Coating (Optional): Anti-corrosion coatings (e.g., 3LPE, FBE) may be applied.
Equipment:
- Coating application systems (spray or dipping)
- Ultrasonic thickness gauges
---
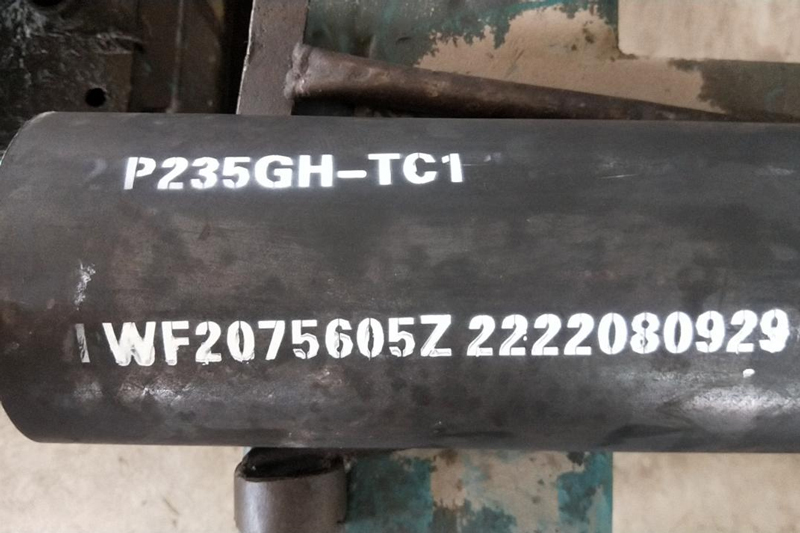
9. Marking & Storage
- Pipes are marked with specifications (grade, size, heat number, etc.).
- Stored in a warehouse before shipment.
Equipment:
- Paint marking machines
- Pipe handling cranes
Main Production Equipment Summary
|
Process Stage |
Key Equipment |
|
Plate Preparation |
Edge milling machine, UT testing machine |
|
Forming |
JCO/UOE press, hydraulic bender |
|
Welding |
Submerged Arc Welding (SAW) machines |
|
Inspection |
Ultrasonic testing (UT), X-ray (RT) machines |
|
Expansion |
Pipe expander |
|
Cutting & Beveling |
Plasma cutter, beveling machine |
|
Hydro Test |
Hydrostatic test unit |
|
Coating |
3LPE/FBE coating line |
|
Marking |
Laser/paint marking machine |
---
Final Notes
- LSAW pipes are widely used in oil & gas pipelines,structural applications, and water transmission due to their high strength and reliability.
- The JCO method is cost-effective for medium-volume production, while UOE is more automated for high-volume output.
Simple Flow Chart as follows:
[Steel Plate] → [Inspection] → [Edge Prep] → [JCO/UOE Forming] → [SAW Welding] →
[Weld Inspection] → [Expansion] → [Cutting] → [Hydro Test] → [Coating] → [Marking] → [Finished Pipe]